

-
汽车零部件







-
精密冲压件




-
五金家电冲压件




-
焊接产品



-
涂装产品







-
生产设备









-
检测设备








-
模具





-
检具




服务热线
400-820-6009



关于我们
PRODUCTS DISPLAY

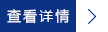
上海拓顺实业有限公司是一家民营股份制企业。自公司成立以来,专业从 事汽车冲压件、精密五金冲压件以及模具开发与生产。经过长期的积累形 成了一套完备的产品研发体系和开发人员队伍。主要客户为:大众、通用 、奇瑞等汽车企业和美国通用电器,松下电器等的家电企业。公司宗旨: 以质量求发展,以管理求效益,以价格求市场,以服务求信誉。 公司设备冲床从16吨至1200吨70多台,液压机200吨至630吨10多台。模具加工设备有数控加工中心,慢走絲线切割等整套模具加工设备;检测设备有三座标测量仪、投影仪等相应的检测仪器和量检具等。

新闻中心
PRODUCTS DISPLAY

对拉伸件的应用认识
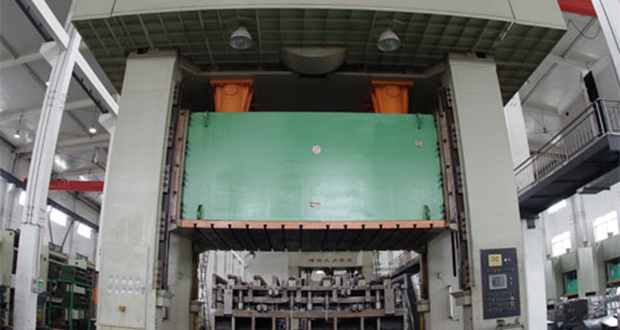
下面从工艺和拉伸模设计和调整几个方面讨论:如何防止或解决覆盖件的拉伸件皱裂问题,导致拉伸件皱裂的原因很多,但只要对发生的现象仔细研究和分斩,不同环境用不同的方法去解决,就会拉出表面质量好的覆盖件。
拉伸件模一般在第1次试拉时拉伸件又皱又裂,这时必须仔细观察分斩压料面的环境,分析各种导致皱裂的原因。如果压料面有压痕,凹模圆角半径处开裂,说明进料困难;如果压料面形成波纹,则开始进料容易,以后因为波纹的孕育发生,材料流动困难,从而孕育发生起皱开裂,也就是说在拉伸历程中,材料流动的难易,都会导致拉伸件的起皱和开裂,那么不同的环境就要用不同方法去解决。
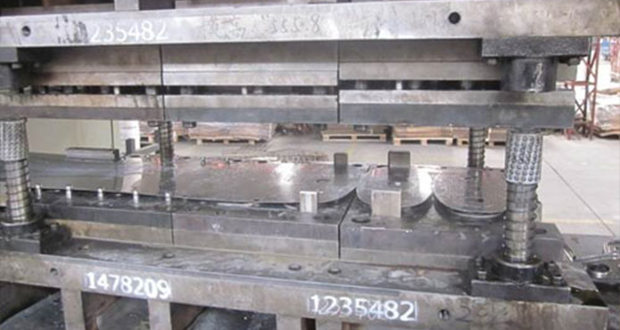
进料困难一般是因为压料面的进料阻力太大导致的。如果压料面和凹模圆角表面粗糙度值太大,或有反成形,局部拉伸太大,就要调节外滑块,减小压边力,适当加大凹模圆角,降低表面粗糙度值和加大拉伸筋槽的间隙。如果局部拉伸变形太大,有反成形,则要采纳增加工艺或工艺孔的方法解决。
进料容易主要因为压料面的进料阻力过小,压料面接触不好,或设计的拉伸件工艺性较差而至。若是压料面问题则要求研修压料面,保证全面接触,另外还要调节外滑块增加压边力或增加压边面积。若是拉伸件工艺性较差,则要重新设计拉伸件,以拉伸出合格产品。
拉伸件模一般在第1次试拉时拉伸件又皱又裂,这时必须仔细观察分斩压料面的环境,分析各种导致皱裂的原因。如果压料面有压痕,凹模圆角半径处开裂,说明进料困难;如果压料面形成波纹,则开始进料容易,以后因为波纹的孕育发生,材料流动困难,从而孕育发生起皱开裂,也就是说在拉伸历程中,材料流动的难易,都会导致拉伸件的起皱和开裂,那么不同的环境就要用不同方法去解决。
进料困难一般是因为压料面的进料阻力太大导致的。如果压料面和凹模圆角表面粗糙度值太大,或有反成形,局部拉伸太大,就要调节外滑块,减小压边力,适当加大凹模圆角,降低表面粗糙度值和加大拉伸筋槽的间隙。如果局部拉伸变形太大,有反成形,则要采纳增加工艺或工艺孔的方法解决。
进料容易主要因为压料面的进料阻力过小,压料面接触不好,或设计的拉伸件工艺性较差而至。若是压料面问题则要求研修压料面,保证全面接触,另外还要调节外滑块增加压边力或增加压边面积。若是拉伸件工艺性较差,则要重新设计拉伸件,以拉伸出合格产品。

如何延长冲压模具的使用寿命?
床身坚固的框架结构和地基隔离带可以分解冲压过程中的冲击力。在压机地基周围设置高湿度的隔离带与直接将压机固定在地面上相比,可以大大延长设备的寿命。使用地基可以保持压机的水平度,而水平度影响压机和模具的寿命。整个压机是由长螺栓将上横梁、床身、立柱联接在一起组成的。现在新型压机床身和立柱设计的更高更厚,较之以前压机的小床身、薄框架更不易变形。
滑块的移动
延长模具寿命,提高工件质量的另一个关键在于尽量减小滑块的偏心度。一般来说,压机应该设计成可以通过控制滑块的运动来控制冲压动作。
大多数压机只靠导轨来控制滑块的垂直运动,导轨不但控制驱动轮的运动而且承载机构产生的力。滑轨必须定期更换,但如果安装一个导向套,将延长滑块和导轨的寿命。
这种带导向套的滑块吸收偏心轮产生的侧向力,并将其分解。在双重导向的冲程中,导轨的作用是引导承受模具反作用力的滑块,因此必须充分利用导轨的全部长度,使滑块在整个行程中被充分导向。这种导向套与导轨的组合导向比单独由导轨导向的导向面积要大1倍多。
使用导向套再加上润滑油(而不是指润滑),可使导轨间隙(0.0015英寸)比无导向套更小(0.008-0.015英寸)。使用小间隙导向可精确的控制滑块运动,尽管这种结构比无导向套初期的成本要高,但它可以使模具的寿命延长30%。
滑块的移动
延长模具寿命,提高工件质量的另一个关键在于尽量减小滑块的偏心度。一般来说,压机应该设计成可以通过控制滑块的运动来控制冲压动作。
大多数压机只靠导轨来控制滑块的垂直运动,导轨不但控制驱动轮的运动而且承载机构产生的力。滑轨必须定期更换,但如果安装一个导向套,将延长滑块和导轨的寿命。
这种带导向套的滑块吸收偏心轮产生的侧向力,并将其分解。在双重导向的冲程中,导轨的作用是引导承受模具反作用力的滑块,因此必须充分利用导轨的全部长度,使滑块在整个行程中被充分导向。这种导向套与导轨的组合导向比单独由导轨导向的导向面积要大1倍多。
使用导向套再加上润滑油(而不是指润滑),可使导轨间隙(0.0015英寸)比无导向套更小(0.008-0.015英寸)。使用小间隙导向可精确的控制滑块运动,尽管这种结构比无导向套初期的成本要高,但它可以使模具的寿命延长30%。

