
-
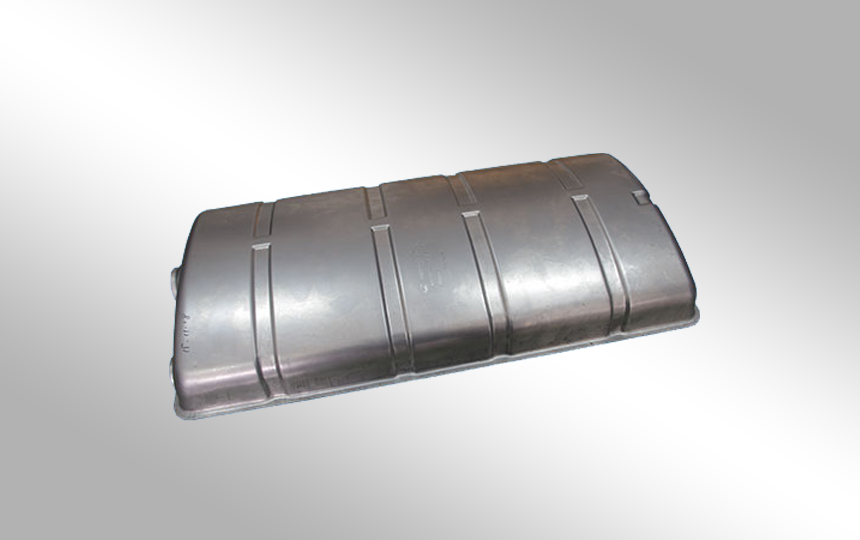
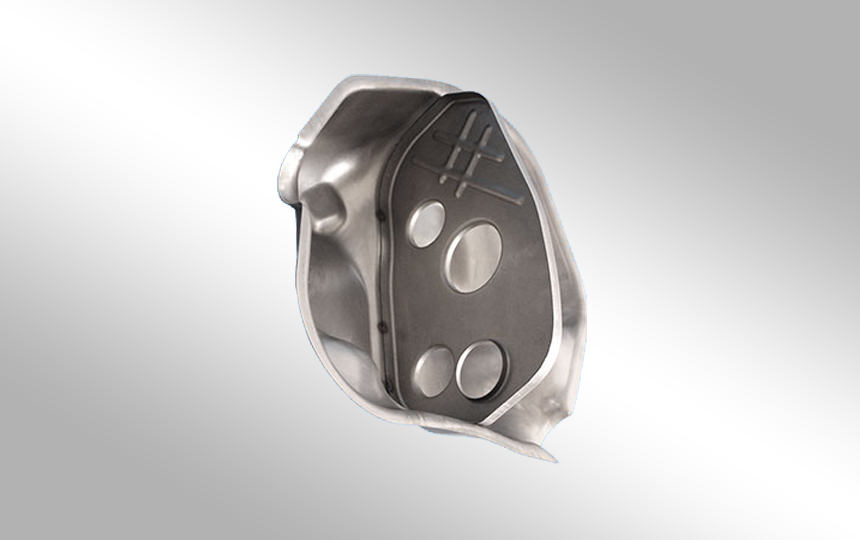
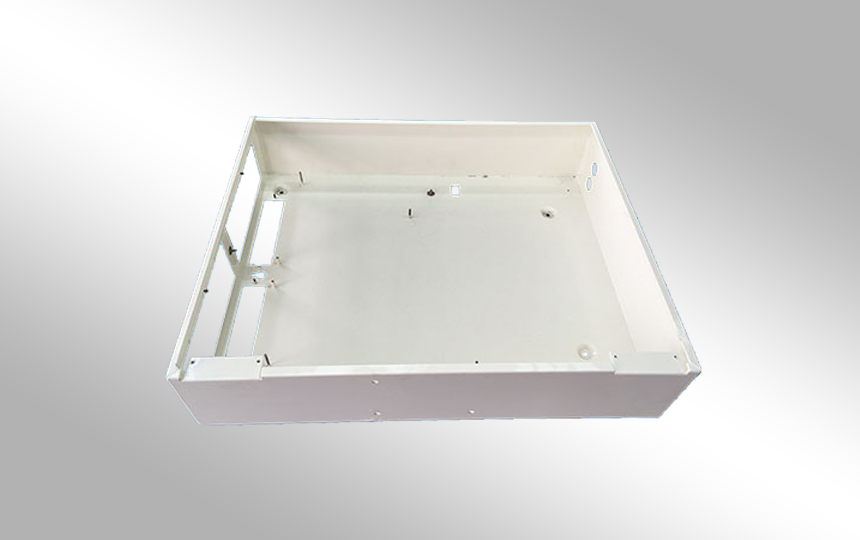
Auto parts






-
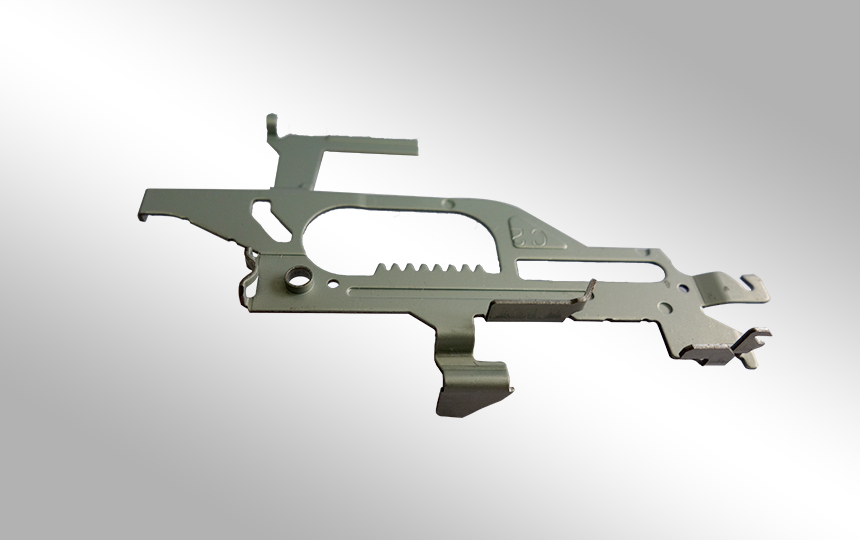
Precision stamping





-
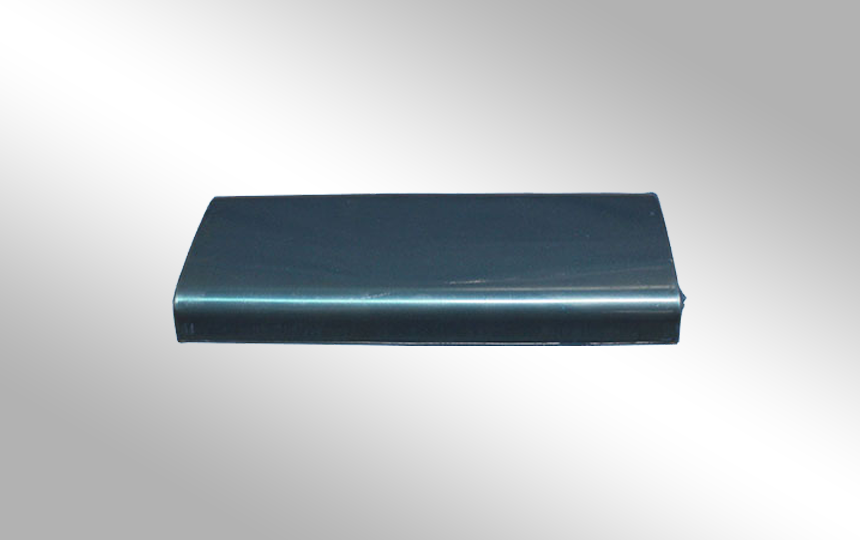
Hardware





-
Welding products




-
Coating products








-
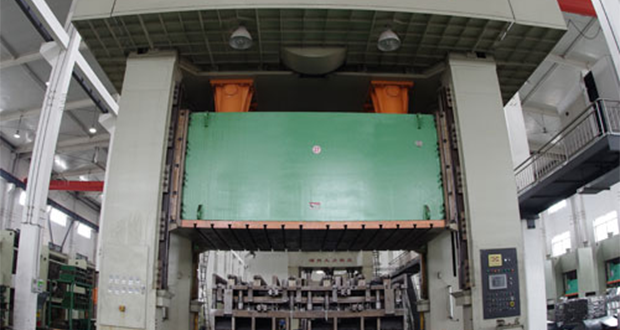
Production equipment









-
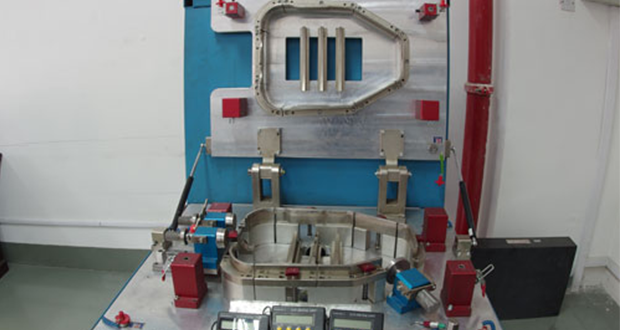
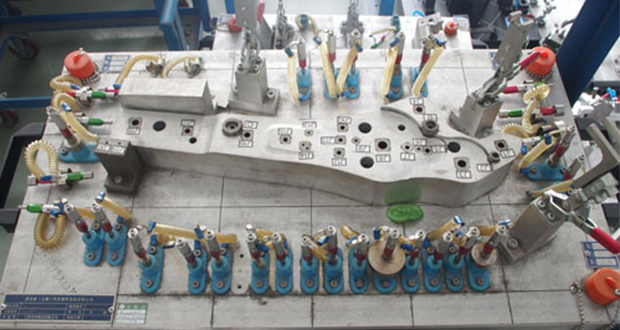
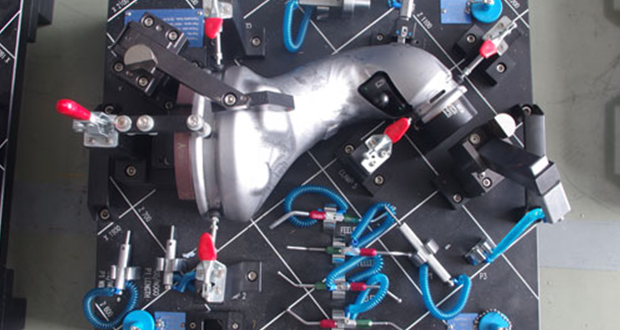
Testing equipment








-
mould






-
Check out




HOTLINE
400-820-6009




ShanghaiTuoShunIndustrial Co., Ltd. is a private joint-stock enterprises. Since its inception, specializing in automotive stamping parts, precision metal stamping parts, as well as mold development and production. After a long period of accumulation, a complete product development system and development team have been formed. The main customers are: Volkswagen, general motors, Chery and other automotive companies and the United States General Electric, Panasonic and other household electrical appliance enterprises. Company Chong Purport: to the quality of development, to management for efficiency, price for the market, to service for credibility. Company equipment punch from 16 tons to 1200 tons more than 70 units, hydraulic machine 200 tons to 630 tons, more than 10 units. Mold processing equipment CNC machining center, wire cutting and other set of mold processing equipment; inspection equipment coordinate measuring instrument, projectors and other relevant instruments and gauges etc..


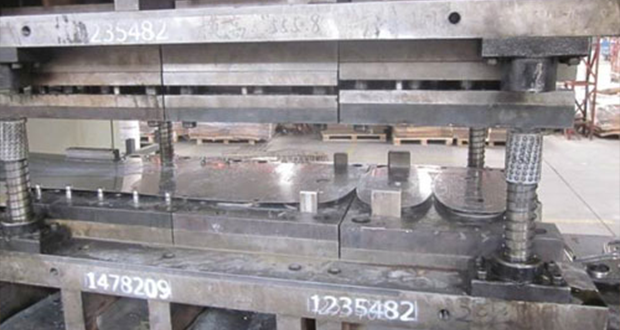
In the first general drawing die pull test when drawing parts were wrinkled and cracked, then must be carefully observed would binder surface environment, analysis of various causes of ruffling. If the binder surface indentation, radius of die cracks, explain the difficult feeding; if the binder formed ripples, began to feed easily, because after the corrugated material flow occurred, difficult, resulting in wrinkling cracking, that is to say in the drawing process, the material flow of the difficulty, will lead to stretch the wrinkling and cracking, so different environments will use different methods to solve.
The feed is generally difficult because the binder feeding too much resistance to. If the binder surface and die fillet surface roughness value is too large, or anti forming, local tensile is too large, it is necessary to regulate the outer slide, reduce the BHF, increasing the die fillet, reduce the surface roughness value and increase tensile rib groove gap. If the local tensile deformation is too large and has a reverse forming, the process or process hole shall be adopted to solve the problem.
Easy to feed mainly because the binder feeding resistance is too small, the pressing surface contact is not good, or the design of the drawing process is poor and. If the problem requires the binder binder, to ensure full contact, in addition to adjust the outer slide increase of BHF or increase the pressure edge area. If the drawing process is poor, it is necessary to redesign the tensile component to pull out the qualified product.

Slider movement
Another key to prolong the die life and improve the quality of the workpiece is to minimize the eccentricity of the slider. Generally speaking, the press should be designed to control the stamping action by controlling the movement of the slider.
Most press only rely on the guide rail to control the vertical movement of the slider. The guide rail not only controls the movement of the driving wheel, but also the force produced by the bearing mechanism. The slide must be replaced periodically, but if you install a guide sleeve, it will extend the life of the block and guide rail.
The slider with the guide sleeve absorbs the lateral force produced by the eccentric wheel and decomposes it. In the double oriented stroke, the guide rail acts as a guide block to guide the reaction force of the die, so it is necessary to make full use of the overall length of the guide rail so that the slider is fully oriented throughout the stroke. The combination of the guide sleeve and the guide rail is 1 times larger than the guide area which is guided by the guide rail alone.
With a guide sleeve plus lubrication (rather than lubrication), the gap (0.0015 inches) of the guide rail is smaller (0.008-0.015 inches) than the non guide sleeve. The use of small clearance guides can accurately control the movement of the slider, although this structure is higher than the initial cost of the non guide sleeve, but it can extend the life of the die by 30%.

